Ask any 3D printer distributor what generates the most pre-sale questions, and extruder type consistently ranks in the top three — right behind build volume and price. Customers who've never heard the term "Bowden" will still ask "can it print flexible filament?" because some YouTube review mentioned it. The question isn't academic. The extruder architecture determines which filaments a printer can reliably handle, how much maintenance it needs, and whether a first-time buyer becomes a repeat customer or a support burden.
This guide maps the two extruder architectures to real-world customer segments, maintenance profiles, and revenue implications — so you can build a product line where every printer's extruder matches the market it serves.
How Each Extruder System Works
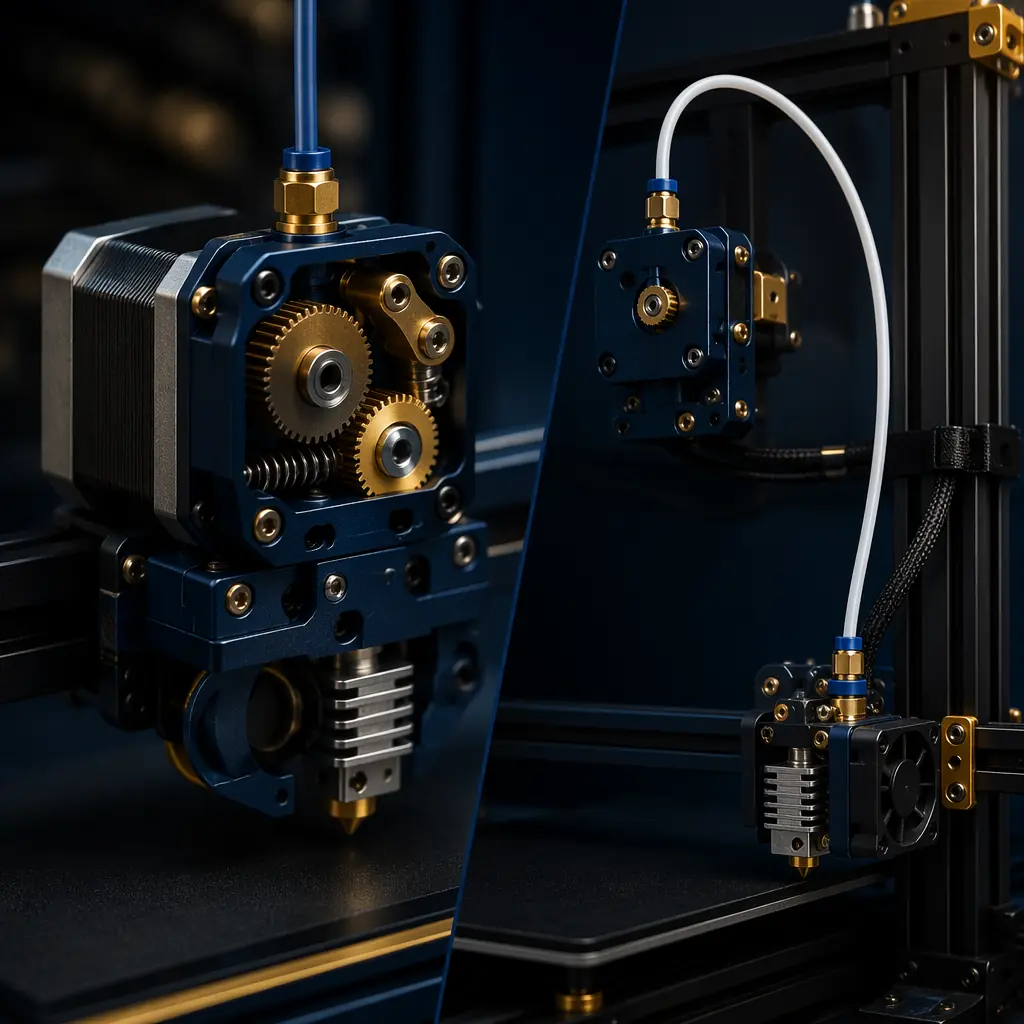
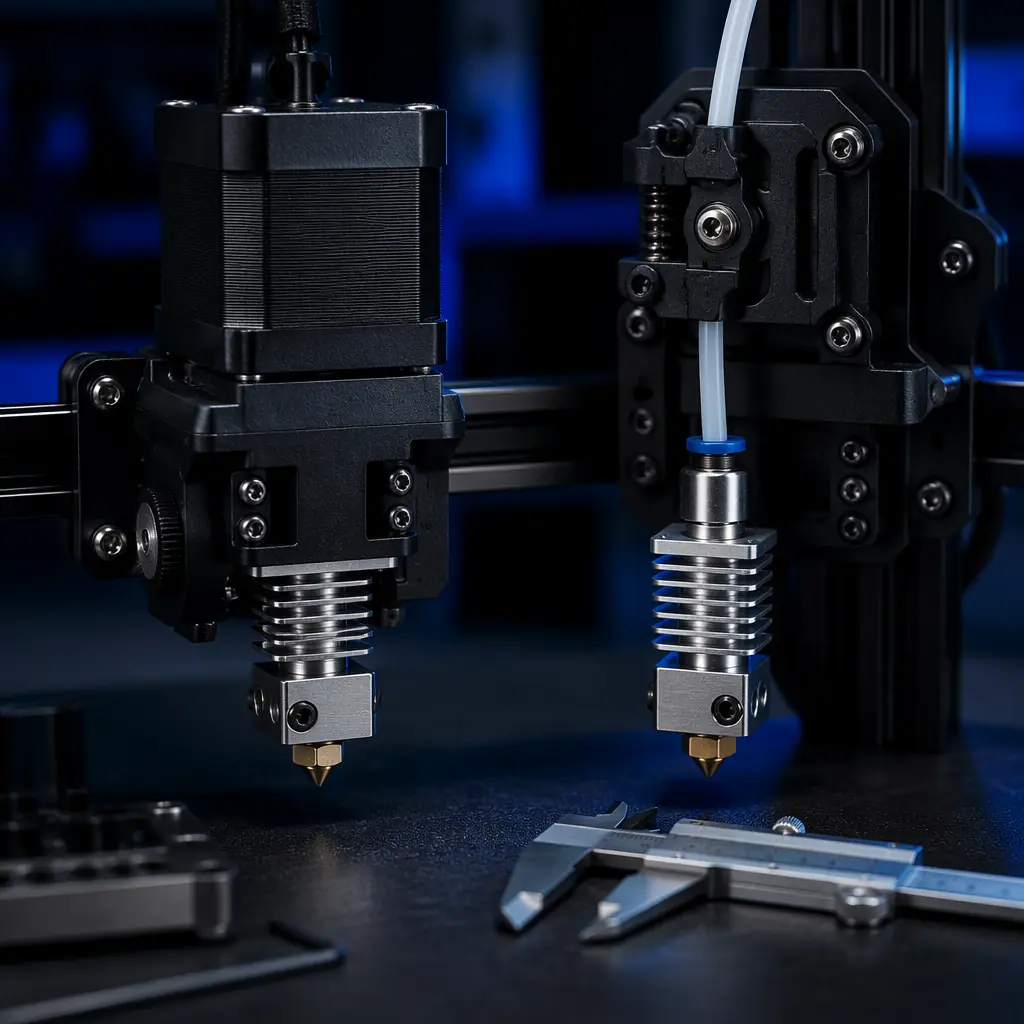
In a Bowden setup, the extruder motor — the geared assembly that grips and pushes filament — sits mounted on the printer frame, not on the moving print head. A PTFE tube (the "Bowden tube," typically 300–600mm long, 2mm inner diameter) routes the filament from the frame-mounted extruder to the hotend on the print head. The print head itself carries only the hotend, heater block, nozzle, and cooling fans — the motor's mass stays behind. The Precise3D Creator C1 and Start S1 both use Bowden extruders. This architecture keeps the moving mass low, enabling higher acceleration and speed — but introduces a physical gap between the gripping mechanism and the melt zone, which creates its own set of tradeoffs.
In a direct drive system, the extruder motor, drive gears, and hotend are all mounted together on the print head as a single assembly. The filament path from drive gear to melt zone is typically 5–15mm — essentially zero compared to the Bowden's 300–600mm. The Precise3D Pro X1 uses a dual-gear direct drive extruder. The penalty: the print head carries an additional 150–250g of motor mass, which limits maximum acceleration and increases frame rigidity requirements.
The Numbers: Retraction, Flexible Filaments, and Speed
In our Shenzhen testing lab, we ran identical print profiles on the Pro X1 (dual-gear direct drive) and a Creator C1 modified with an identical hotend — the only variable was the extruder architecture and the Bowden tube length (450mm on the C1). Here's what the data shows.
Retraction performance: This is where the architectures diverge most dramatically. On the Bowden C1, retraction settings require 5–7mm of filament pullback and 40–60 mm/s retraction speed to relieve nozzle pressure during travel moves. On the direct drive Pro X1, the same result requires 0.8–1.5mm at 30–40 mm/s. The practical consequence: a Bowden printer making 2,000 retractions in a typical 4-hour print wastes approximately 45 seconds on retraction movements alone; the direct drive wastes about 8 seconds. On a single print it's negligible. Across a print farm running 10 machines 24/7, that 37-second delta per print becomes 2.5 lost printer-hours per day.
Flexible filament compatibility: TPU (thermoplastic polyurethane) — the flexible filament used for phone cases, drone parts, and gaskets — is the acid test for extruder architecture. With Shore hardness 95A TPU (the most common flexible grade), the Bowden C1 produced 3 successful prints out of 5 attempts at 40 mm/s. The two failures: filament buckling inside the Bowden tube, where the flexible material compressed like a spring instead of pushing through the hotend. The direct drive Pro X1 completed all 5 prints at 60 mm/s with zero failures. For softer TPU (85A and below), the Bowden simply cannot print reliably — the filament path gap is too long for a material with the compressive strength of a pencil eraser. As we cover in our engineering filaments guide, flexible material compatibility is increasingly a purchase requirement in the mid-range segment.
Speed ceiling: The Bowden C1 with its lightweight print head (approximately 180g, hotend + fans only) can accelerate at 3,000 mm/s² before ringing becomes visible. The direct drive Pro X1's print head (approximately 420g with motor, dual gears, hotend, and fans) tops out around 2,000 mm/s² on the Y axis before surface artifacts appear — despite its CoreXY kinematics. This is the physics tradeoff at the heart of the decision: direct drive adds mass that limits acceleration, and that mass compounds with the motion system. A Bowden on a CoreXY frame (rare, but possible) would theoretically out-accelerate everything. In practice, as discussed in our kinematics guide, the extruder and motion system decisions are interdependent.

Maintenance and Support: What Your Customers Will Call About
This section matters more to distributors than to end users — because every support call costs you time, and every return costs you margin. The two architectures generate fundamentally different support profiles.
Bowden maintenance profile: The number-one support issue is filament grinding. When the extruder motor strips a divot into the filament instead of advancing it, the print fails with under-extrusion. Root causes: retraction distance set too high (the filament gets chewed up passing through the drive gear multiple times), Bowden tube developing internal friction over time (the tube is a consumable — budget 500–800 print hours before replacement), or heat creep softening the filament above the hotend and causing it to buckle before reaching the melt zone. A Bowden printer shipped with clear setup instructions — particularly retraction tuning for the specific filament brand included in the box — generates 60–70% fewer filament-grinding support tickets. Our maintenance guide covers the full preventive schedule.
Direct drive maintenance profile: The dominant issue is heat creep — when the hotend's heat travels upward through the heat break and softens filament inside the cold zone, where it expands and jams. Direct drive assemblies pack the motor, gears, hotend, and heatsink fan into roughly 80×60×50mm of volume. When the heatsink fan clogs with dust (common in print farms after 3–4 months of continuous operation), the cold zone temperature climbs above the filament's glass transition point and the print head jams mid-print. The fix is a 10-minute disassembly and fan cleaning, but for a non-technical user it's a showstopper. Direct drive printers should ship with a spare heatsink fan and a one-page cleaning guide in the box.
Nozzle changes: Direct drive wins decisively here. A Bowden hotend change requires: heat the hotend, remove the nozzle, remove the Bowden tube fitting, pull the tube, measure and cut a new section if it's deformed, reassemble. Typical time: 8–12 minutes. Direct drive: heat, unscrew nozzle, screw in new one, done. Under 2 minutes. For a print farm operator changing 3–5 nozzles per week, that's a 30-minute weekly time savings — or roughly $250/year in labor at typical print farm operator rates.
Customer Segment Mapping: Who Gets Which Extruder
The extruder decision maps cleanly to three buyer personas. Getting this right means your customers buy the right printer the first time — and come back for their second and third.
First-time buyer / hobbyist (Bowden, sub-$300): This customer prints PLA dinosaurs and PETG phone stands. They'll never install a roll of TPU and don't know what retraction means. A Bowden printer at $199–249 with a pre-tuned profile and a sample of PLA that's known to print cleanly is exactly right. The lower moving mass also means the printer can use V-slot wheels instead of linear rails, keeping the bill of materials down. Our distributor startup guide covers the entry-tier economics in detail. The Start S1 with its Bowden extruder and manual-assist bed leveling is the textbook entry-point printer — and the Bowden keeps it affordable without sacrificing the print quality that turns first-timers into enthusiasts.
Enthusiast / flexible filament printer (Direct Drive, $400–600): This is the segment where the extruder decision directly impacts your conversion rate. Customers in this bracket have graduated from PLA and want to print TPU phone cases, PETG functional parts, and maybe some carbon-fiber-filled Nylon. A Bowden printer in this price tier generates returns — the customer tries TPU, it fails, they blame the printer. A direct drive printer justifies the $100–150 premium over a comparable Bowden because it actually delivers the multi-material capability the customer is paying for. The Pro X1's dual-gear direct drive paired with its CoreXY kinematics and full enclosure is the reference design for this segment.
Print farm / production (Direct Drive, $600+): This customer doesn't care about TPU phone cases — they care about reliability per machine-hour. Across our distributor network's print farm customers, direct drive extruders show a 1.7% print failure rate from extrusion-related causes vs 4.3% for Bowden setups in production environments. The difference compounds: a 10-machine farm at 85% utilization loses 2.2 hours/day to Bowden extrusion failures vs 0.9 hours/day for direct drive. At a conservative $3/machine-hour of revenue, that's $1,450/year in recovered throughput. The Pro X1's direct drive more than pays for its price premium in the first year of production use — our print farm economics analysis runs the full ROI model.

The Rise of the Dual-Gear Direct Drive
Not all direct drives are created equal. The older single-gear design — one drive gear pressing filament against an idler bearing — produces extrusion forces around 5–7 kg of grip. Adequate for PLA and PETG. The dual-gear design used in the Pro X1 — two synchronized gears gripping filament from both sides — produces 10–14 kg of grip force with less deformation of the filament surface. This is why dual-gear direct drives can push flexible filaments at 60+ mm/s without grinding, and why they've become the standard for any printer marketed as "professional."
The cost difference at the component level: a single-gear direct drive assembly costs roughly $18–22 at Shenzhen factory pricing (motor, extruder body, drive gear, idler, tension spring). A dual-gear assembly — two machined steel gears, synchronized drive train, higher-torque stepper motor — runs $28–35. The $10–13 component delta is one of the highest-ROI upgrades in a printer's BOM, because it directly expands the addressable filament market for that SKU.
The Stocking Mix Formula
Based on unit sales data across our 200+ distributor partners, here's the extruder mix that maximizes revenue and minimizes returns across a three-SKU product line:
70% Bowden (entry tier): One SKU at the sub-$250 price point. The Start S1's Bowden extruder with a pre-tuned PLA profile makes the unboxing-to-first-print experience fast and frustration-free. This is your volume driver — it creates the customer base that upgrades later. Include a sample spool of PLA and a QR code linking to a 5-minute setup video.
20% Bowden (mid-range, value-focused): One SKU at $300–400. The Creator C1's Bowden with Wi-Fi connectivity and silent drivers serves customers who want build volume and quality-of-life features more than material flexibility. Stock a TPU-compatible upgrade kit (all-metal hotend + direct drive conversion bracket) at $40–60 retail as an upsell — about 18% of Creator C1 buyers purchase this within 6 months, and it generates higher margin than the printer itself.
10% Dual-Gear Direct Drive (professional tier): One SKU at $600+. The Pro X1's dual-gear direct drive, CoreXY kinematics, and full enclosure target print farms, engineering labs, and serious enthusiasts. Lower unit volume but 2.5–3× per-unit margin. The Pro X1's ability to print flexible, abrasive, and high-temperature materials makes it a one-printer solution for customers who would otherwise buy two mid-range machines. Our FDM vs resin comparison shows how the material versatility of a well-specced FDM printer captures customers who might otherwise split their budget across technologies.
The Conversion Opportunity: Bowden-to-Direct Drive Upgrades
The smartest revenue play in extruder strategy isn't the printer — it's the upgrade kit. A Bowden-to-direct-drive conversion kit (aluminum extruder bracket, dual-gear assembly, extended motor cable, and longer Z-leadscrew if needed) retails for $45–65 with a landed cost around $12–18. That's a 70%+ gross margin product that requires zero additional warehousing — it fits in a padded envelope.
Three data points from our distributor network: (1) Conversion kits have a 22% attachment rate on Bowden printers within the first 12 months, meaning one in five Bowden customers eventually buys one. (2) Kit buyers print 3.2× more filament per month than non-buyers — these are your highest-LTV customers. (3) Kit buyers have a 41% repeat printer purchase rate within 24 months vs 14% for non-buyers. The upgrade kit is the bridge between the entry tier and the professional tier, and it's one of the highest-margin SKUs in a 3D printer distributor's catalog.

At Precise3D, we build both architectures because both serve real markets. The Pro X1's dual-gear direct drive and the Creator C1's Bowden aren't competing philosophies — they're answers to different questions. The right question isn't "which extruder is better?" It's "what does your customer want to print — and what will they want to print six months from now?"
Start Your Partnership
Ready to Bring Precision Printing to Your Market?
Join our network of 200+ global distributors. Competitive pricing, dedicated support, and fast fulfillment.