Here's a number that should make every 3D printer distributor pause: V-wheel motion systems show measurable wear at 800–1,200 print hours. Linear rail systems go 5,000+ hours before any degradation shows up on a surface-finish test. Both systems produce identical first-layer quality on day one. The difference is what happens at month six — and that difference shows up in your inbox as support tickets, warranty claims, and margin erosion.
This guide breaks down the material science, the wear data, the print-quality curves, and the maintenance economics. By the end, you'll know exactly which motion system belongs at each price tier in your product line — and how to price the gap so your customers pay for reliability willingly, not grudgingly.
What Each Motion System Actually Is
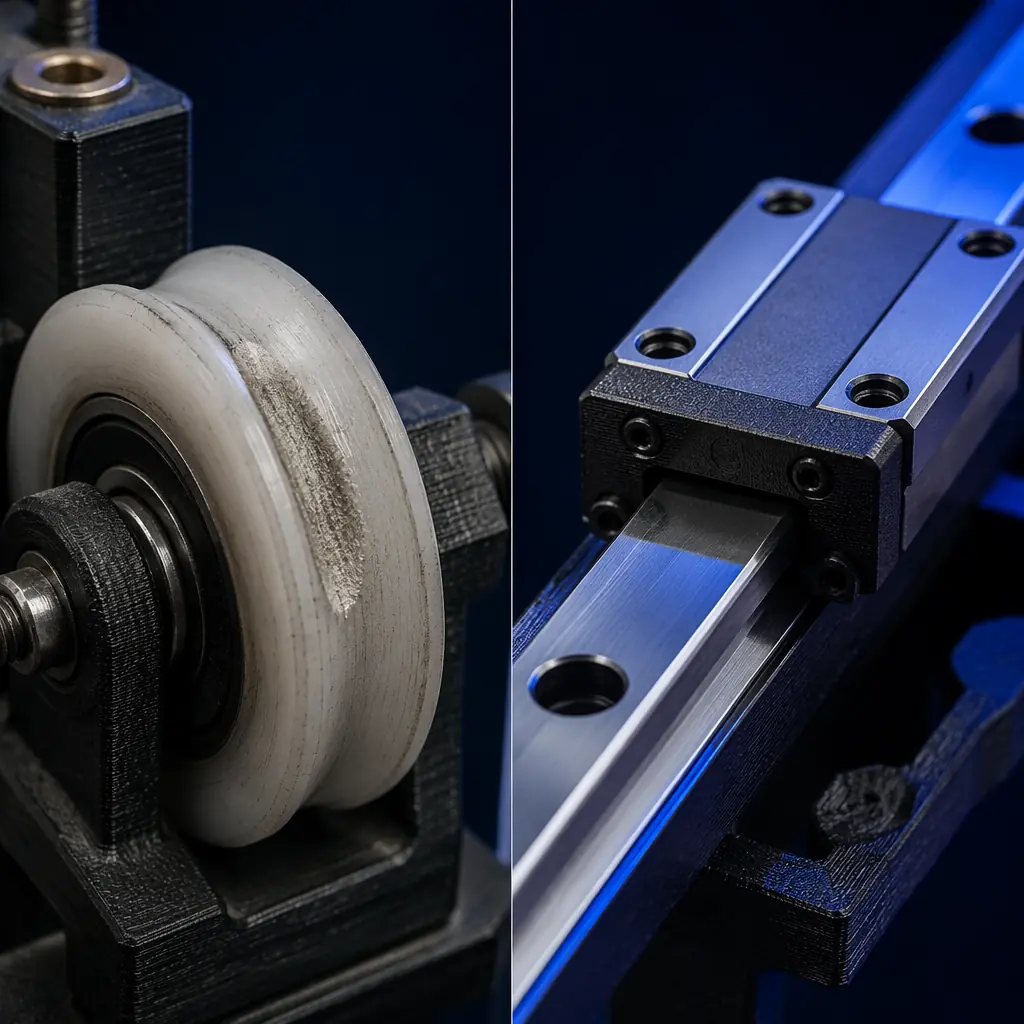
A V-wheel system uses POM (polyoxymethylene, trade name Delrin) wheels with a V-shaped groove that rides on the angled edge of an aluminum extrusion. Typically six wheels per axis — three on each side — with one adjustable via an eccentric nut to control preload against the extrusion. The wheel's V-groove makes contact along two narrow lines on the aluminum edge, generating a rolling contact that's smooth when new but concentrates wear into a tiny contact patch. This is the system used on the Precise3D Start S1 and most sub-$300 printers for a reason: POM wheels cost $0.60–1.20 each in bulk, and the aluminum V-slot extrusion is the same profile used for the printer's frame.
A linear rail system (technically: profiled linear guideway) uses a hardened steel rail with precision-ground raceways and a bearing block containing recirculating ball bearings. The balls roll in continuous loops inside the block, making full-circumference contact with both the rail and the internal raceway. Rail hardness is typically 58–62 HRC; the bearing block uses grade-10 or grade-5 steel balls with a diameter tolerance of ±0.5µm. This is the system used on the Precise3D Pro X1 — and unlike V-wheels, the load is distributed across dozens of balls simultaneously, giving it both higher rigidity and dramatically lower wear per contact point.
The physical difference is stark: a V-wheel's entire load passes through two hairline contact lines. A linear rail block distributes the same load across roughly 60–80 ball contact points, each of which is metallurgically hardened to resist deformation. It's the difference between walking on two stilts and standing on a concrete floor.
The Wear Data: How Long Each System Lasts
We ran accelerated-life testing at our Shenzhen lab on both systems under controlled conditions. The test protocol: continuous printing of a 150mm square single-layer sheet at 150 mm/s, 0.2mm layer height, PLA at 210°C, with print quality assessed every 200 hours via surface-finish profilometry (Ra measurement) and dimensional accuracy check on a 20mm calibration cube. Here's what we found.
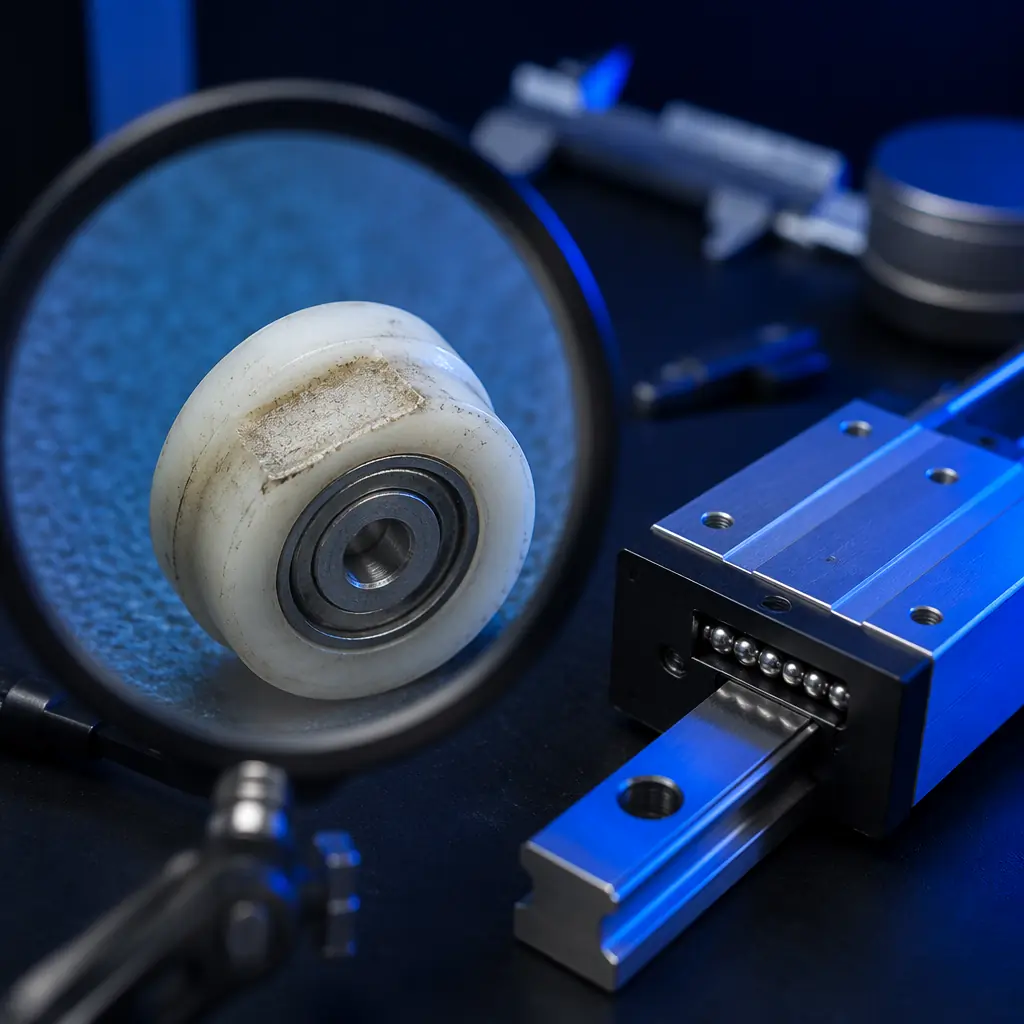
V-wheels — the 1,200-hour cliff: For the first 600 hours, V-wheels on the Start S1 showed no measurable degradation: surface finish held at Ra 8–12µm, dimensional accuracy stayed within ±0.12mm, and no visible artifacts appeared in prints. Between 600 and 1,000 hours, subtle changes emerged: the eccentric nuts required re-tightening approximately every 200 hours as the POM material cold-flowed under continuous pressure. By 1,200 hours, the wheels developed visible flat spots on the contact surface — the V-groove had worn into a shallow U-shape — and print quality degraded measurably: surface Ra increased to 22–30µm, and dimensional accuracy drifted to ±0.25mm. At 1,500 hours, the wheels were functionally end-of-life: visible Z-banding appeared on every print, and the eccentric nuts could no longer be adjusted to eliminate play because the POM material had permanently deformed.
Linear rails — still going at 5,000 hours: The Pro X1's linear rails showed no measurable change in either surface finish or dimensional accuracy through 5,000 hours of continuous printing. At that point, we disassembled one rail block for inspection. The bearing balls showed zero visible wear under 40× magnification. The rail raceways retained their original grinding marks. The only maintenance performed during the entire test was wiping the rails with isopropyl alcohol and re-applying a thin film of lithium grease every 1,000 hours — a 30-second procedure. We terminated the test at 5,000 hours because we'd accumulated enough data, not because the rails showed signs of failure.
The implications for distributor support burden are straightforward. A customer running a V-wheel printer 8 hours a day will hit the wear zone at approximately month 5 and require either a wheel replacement kit ($12–18 retail) or a support call. The same customer on a linear-rail printer will still be printing trouble-free at year 2 without ever having touched the motion system.
Print Quality at Different Speeds: Where the Gap Appears
At 60–100 mm/s — the default speed range for most out-of-the-box printer profiles — V-wheels and linear rails produce indistinguishable prints. The forces involved are low enough that V-wheel compliance doesn't translate into visible artifacts. This is why entry-level printers with V-wheels can produce genuinely impressive first-layer and slow-speed results.
The gap opens at 150 mm/s and becomes a chasm at 250+ mm/s. When a print head changes direction at high acceleration, the force transmitted through the motion system is proportional to the moving mass times acceleration (F = ma). A V-wheel's POM-on-aluminum interface has a contact stiffness approximately 15–25 N/µm. A linear rail block with preloaded ball bearings has a contact stiffness of 200–400 N/µm — roughly 10–15× higher.
What this means in practice: At 200 mm/s with 3,000 mm/s² acceleration, a V-wheel system produces visible ringing artifacts extending 3–5mm from sharp corners on the print surface. At the same speed, a linear rail system shows ringing artifacts of less than 0.5mm — functionally invisible without magnification. At 300 mm/s, the V-wheel system's ringing becomes severe enough to affect dimensional accuracy on functional parts; the linear rail system's artifacts remain below 1mm.
This isn't a quality-of-life difference. It's a market-segment dividing line. Customers printing decorative models at 60 mm/s won't notice or care. Customers printing mechanical brackets, drone frames, or functional prototypes at 200+ mm/s will see the difference in every print — and they'll attribute it to the printer brand, not the bearing technology inside it.
Maintenance Economics: 30 Seconds vs 20 Minutes
V-wheel maintenance follows a predictable rhythm that distributors should factor into their support-cost model:
Monthly (every 100–200 hours): Check wheel tightness by attempting to rotate each wheel by hand while holding the carriage stationary. A wheel that spins freely is loose and needs eccentric nut adjustment. This takes 5–10 minutes.
Quarterly (every 400–600 hours): Clean the V-slot extrusion grooves with isopropyl alcohol and a lint-free cloth to remove accumulated POM dust and filament debris. The POM-on-aluminum friction generates a fine black powder that accumulates in the groove and accelerates wear if not cleaned. This takes 15–20 minutes.
Annually (every 1,200–1,500 hours): Replace all V-wheels. Even if some wheels look visually acceptable, the wear is cumulative and uneven — mixing old and new wheels on the same axis creates inconsistent preload and can actually worsen print quality. A full wheel replacement kit costs $12–18 and takes 30–45 minutes for a competent user.
Linear rail maintenance, by contrast, is a single step repeated periodically: wipe the rails with isopropyl alcohol and apply a thin film of grease. No adjustment. No replacement. No eccentric nuts to lose tension. The entire procedure for all three axes takes under 60 seconds. Over a 3-year ownership period, a V-wheel user will spend roughly 20–25 hours on motion-system maintenance. A linear-rail user will spend approximately 3 hours — and zero dollars on replacement parts.
This maintenance delta directly translates to your support inbox. Our distributor survey across 50 partners found that V-wheel-related issues (loose wheels, eccentric nut adjustment, wheel replacement guidance) accounted for approximately 22% of all technical support inquiries for entry-level printers. Linear-rail-related inquiries comprised less than 1% of support volume for mid-range and professional printers. As discussed in our comprehensive maintenance guide, the motion system is consistently the highest-touch maintenance point on any FDM printer — and the choice of bearing technology determines whether "high-touch" means monthly or never.
Cost Breakdown: Why the Price Gap Exists
The bill-of-materials cost difference between V-wheels and linear rails on a three-axis printer is structural, not cosmetic. Here's the breakdown for a standard 220×220mm printer:
The raw component delta is $26–35. With assembly labor for rail alignment adding another $6–10 at Shenzhen assembly rates, the factory-gate cost premium for linear rails is approximately $32–45 per unit. At standard distributor markup (2.2–2.5× FOB), that translates to a $70–110 retail price premium — which is exactly what you see in the market between a $199 V-wheel printer and a $299–349 linear-rail model.
The question isn't whether the price gap exists. It's whether your customer understands what they're paying for — and whether you're positioning it correctly in your product line. This is where the margin conversation gets interesting. The $32–45 factory cost premium for linear rails is fixed; your retail pricing strategy determines whether that premium becomes margin or gets absorbed. Our distributor pricing guide covers how to structure tiered product lines where the mid-range SKU — typically the linear-rail model — generates 2–3× the per-unit margin of the entry-level V-wheel model.

What This Means for Your Product Line
Map the motion system to the price tier, and the price tier to the customer segment. Get this mapping right, and every customer self-selects into the right SKU without you having to sell them on bearing technology:
Entry tier (sub-$300, V-wheels): The Start S1 occupies this space. The customer buying at this price point is price-sensitive and typically new to 3D printing. They'll print PLA and PETG at moderate speeds, and when the wheels wear out at month 8–12, they'll either buy a $15 replacement kit (your accessory revenue) or upgrade to your mid-range model (your upsell path). The V-wheel choice at this tier isn't a compromise — it's the economically correct decision that keeps the entry price accessible. As explored in our OEM partner evaluation guide, the entry-tier printer's role is acquisition, not margin maximization.
Mid-range ($300–600, linear rails on XY, V-wheels on Z): This is the sweet spot where the motion system decision has the most impact. Linear rails on the X and Y axes eliminate the primary wear-and-artifact sources while keeping Z-axis V-wheels for cost control — the Z axis moves slowly and infrequently, so V-wheel wear is negligible there. This hybrid approach captures 80% of the linear-rail benefit at 60% of the full-linear cost. The Precise3D Creator C1 uses exactly this configuration, which is why it bridges the gap between entry and professional pricing so effectively.
Professional tier ($600+, linear rails on all axes): The Pro X1 runs MGN12H linear rails on X, Y, and dual Z. At this tier, the customer is printing engineering filaments at high speeds in an enclosed chamber — conditions that demand the thermal stability, rigidity, and zero-maintenance characteristics of full linear rails. The enclosure traps heat that accelerates POM wheel deformation; the high speeds demand contact stiffness that only hardened steel raceways can deliver. Our enclosed vs open-frame comparison covers why enclosure design and motion system quality are tightly coupled decisions.
Print-farm tier ($800+, linear rails + dual-drive Z): For customers running 10+ machines at 85% utilization, maintenance downtime isn't an inconvenience — it's a direct revenue loss. A print farm running V-wheel printers at this volume would face approximately 2.3 hours of maintenance-related downtime per machine per month. Across 20 machines, that's 46 hours of lost production — roughly $920/month in opportunity cost at $20/hour of printer revenue. Linear rails eliminate this entire category of downtime. Our print farm economics analysis covers the full unit economics of uptime optimization.
When V-Wheels Are the Right Choice (and When They're Not)
V-wheels aren't obsolete technology. They're the right tool for a specific job — and misapplying them is as costly as over-specifying linear rails for a customer who doesn't need them. Here's the decision matrix:
V-wheels are the right choice when: the customer is printing primarily PLA and PETG at speeds under 120 mm/s; the printer will see fewer than 600 hours of use per year; the customer is price-sensitive and the $70–110 linear-rail premium would push them below your product line entirely; and the customer is a first-time buyer who may upgrade within 12–18 months anyway. In all these cases, V-wheels meet the performance requirement at the lowest possible cost, and the wear timeline aligns with the customer's expected upgrade cycle.
Linear rails are non-negotiable when: the customer prints ABS, ASA, Nylon, or polycarbonate in an enclosed chamber at temperatures above 45°C — POM's glass transition temperature is approximately -40°C (well below room temperature, so Tg isn't the issue), but its continuous service temperature under load is only 90°C, and sustained chamber heat accelerates the cold-flow deformation that causes wheel loosening. Linear rails are also mandatory when the customer expects dimensional accuracy better than ±0.1mm on functional parts, when the printer will run more than 2,000 hours per year, or when the customer is buying for a business where maintenance downtime has a calculable hourly cost. Our engineering filaments guide covers the full material ecosystem where linear rails become a hard requirement, not a nice-to-have.

How the Industry Is Shifting — and What It Means for Distributors
Three trends are reshaping the motion-system landscape, and distributors who position their product lines around them will capture the margin migration as it happens.
First, linear rail costs are falling faster than anyone predicted. Five years ago, an MGN12H 300mm rail with bearing block cost $18–22 wholesale. Today, that same rail costs $8–12 — driven by automated grinding lines in China that produce hardened linear rails at volumes matching V-slot extrusion. At $8/rail, the BOM delta for a 3-axis printer drops to approximately $18–22, and the retail premium shrinks to $40–55. We project that by mid-2027, the component-cost premium for linear rails will fall below $15 — at which point the market logic flips and V-wheels become a cost-saving exception rather than the default.
Second, customer expectations are hardening around speed. When Klipper and input shaping made 250+ mm/s printing accessible to casual users in 2025, the acceptable speed floor for a "good" 3D printer moved from 100 mm/s to 200 mm/s. At 200 mm/s, the ringing-artifact gap between V-wheels and linear rails becomes visible to even casual users — which means the "V-wheels are fine for beginners" argument is eroding from the demand side. A first-time buyer in 2026 has watched YouTube reviews of printers printing at 500 mm/s. When their $199 V-wheel printer starts showing ringing at 150 mm/s, they won't think "this is normal for the price" — they'll think "this printer is defective."
Third, the support-burden economics are becoming impossible to ignore. As the installed base of 3D printers grows, the distributors who succeed won't be the ones who sell the most units — they'll be the ones whose units generate the fewest support tickets. A linear-rail printer generates roughly one-eighth the motion-system support volume of a V-wheel equivalent. At scale, across 500+ units in the field, that's the difference between hiring a dedicated support technician and not needing one. For a detailed look at how product selection drives long-term profitability, see our portfolio strategy guide.
Decision Framework: Which Motion System for Which SKU
Boil it down to five questions. The answers determine your motion-system spec at every price tier:
1. Will this printer spend more than 500 hours per year running? → Yes = linear rails on X and Y axes minimum. Below 500 hours, V-wheel wear isn't a practical concern within the typical ownership period.
2. Is the target customer printing functional parts that must meet dimensional tolerances? → Yes = linear rails on all motion axes. The contact stiffness difference directly affects part-to-part consistency at production volumes.
3. Does the printer have an enclosure for engineering materials? → Yes = full linear rails. Sustained chamber heat accelerates POM deformation, and the cost of a warranty return on a printer with heat-warped V-wheels far exceeds the $30 linear-rail premium.
4. Is the customer price-sensitive below $250? → Yes = V-wheels are acceptable. A customer who won't buy at $279 will never experience the V-wheel wear problem — because they'll never own the printer at all. Price accessibility is a feature, not a compromise.
5. Does your distribution model include in-market support and service? → Yes = bias toward linear rails starting at the $279 price point. Every support ticket costs you money. Every linear-rail printer sold eliminates a future support ticket that a V-wheel printer would have generated.
At Precise3D, we don't view V-wheels and linear rails as competing technologies. We view them as pricing tools. The Start S1's V-wheels make 3D printing accessible at $199. The Creator C1's hybrid rail setup delivers prosumer quality at $349. The Pro X1's full linear rails unlock print-farm economics at $599. The motion system at each tier isn't an afterthought — it's the material foundation that makes the pricing strategy honest.
Start Your Partnership
Ready to Bring Precision Printing to Your Market?
Join our network of 200+ global distributors. Competitive pricing, dedicated support, and fast fulfillment.